Qué es el anodizado duro y para qué se utiliza
El anodizado duro, también conocido como anodizado tipo III, es un tratamiento electroquímico aplicado sobre aluminio que genera una capa de óxido extremadamente resistente en la superficie del material.
A diferencia del anodizado decorativo, el anodizado duro se utiliza principalmente en aplicaciones técnicas donde se requieren propiedades como:
alta resistencia al desgaste
mayor dureza superficial
protección frente a la corrosión
mejora del comportamiento frente a fricción
Este tratamiento se utiliza con frecuencia en sectores industriales como:
automoción
maquinaria industrial
aeronáutica
componentes de precisión mecanizados
Uno de los aspectos más importantes de este proceso es el espesor del anodizado duro, ya que afecta directamente a las dimensiones finales de la pieza.
Espesor del anodizado duro: cuántas micras tiene
El espesor del anodizado duro suele ser significativamente mayor que el del anodizado convencional.
Los valores habituales de micras de anodizado tipo III suelen situarse entre:
25 micras (aplicaciones técnicas estándar)
40 micras (mayor resistencia al desgaste)
50 micras o más en aplicaciones de alta exigencia
En algunos casos industriales específicos, el anodizado duro puede alcanzar incluso 70 o 80 micras, aunque esto depende del tipo de aluminio, la geometría de la pieza y el proceso aplicado.
El control del espesor es fundamental, ya que influye directamente en las tolerancias del anodizado en aluminio y en el ajuste de piezas mecanizadas.
Cómo afecta el anodizado duro a las dimensiones de una pieza
Una característica importante del anodizado es que la capa de óxido crece parcialmente hacia el exterior y parcialmente hacia el interior del material.
Esto significa que el tratamiento modifica ligeramente las dimensiones finales de la pieza.
De forma aproximada:
50% del espesor crece hacia el exterior
50% penetra en el aluminio
Por ejemplo, si se aplica un anodizado duro de 40 micras, el crecimiento dimensional aproximado será de unas 20 micras hacia el exterior.
Este comportamiento debe tenerse en cuenta durante el diseño y mecanizado de las piezas.
Tolerancias del anodizado en piezas mecanizadas
Cuando se mecanizan piezas destinadas a anodizado duro, es imprescindible considerar las tolerancias del anodizado de aluminio.
En componentes de precisión, incluso pequeñas variaciones dimensionales pueden afectar al funcionamiento del conjunto.
Algunos ejemplos comunes:
ejes que deben encajar en rodamientos
alojamientos de precisión
piezas con ajustes deslizantes
componentes hidráulicos
Por este motivo, en el diseño de piezas destinadas a anodizado duro se suele compensar el crecimiento de la capa durante el mecanizado previo.
Un proveedor especializado en anodizado puede asesorar sobre las micras de anodizado tipo III adecuadas según la aplicación final de la pieza.
Factores que influyen en el espesor del anodizado duro
El espesor del anodizado duro no depende únicamente del tiempo de proceso. Existen varios factores técnicos que influyen en el resultado final.
Tipo de aleación de aluminio
Algunas aleaciones reaccionan mejor al anodizado que otras. Las aleaciones con alto contenido en silicio, por ejemplo, pueden producir capas menos uniformes.
Parámetros del proceso
El anodizado duro se realiza en condiciones controladas que incluyen:
baja temperatura del baño
alta densidad de corriente
tiempos de tratamiento prolongados
Estos parámetros permiten obtener capas más gruesas y resistentes.
Geometría de la pieza
Las zonas con aristas, cavidades o cambios de sección pueden generar variaciones en el espesor de la capa anodizada.
Por ello, el diseño de la pieza también influye en el resultado final del anodizado.
Ventajas del anodizado duro en componentes industriales
El anodizado duro es uno de los tratamientos superficiales más utilizados para mejorar el rendimiento del aluminio en aplicaciones técnicas.
Entre sus principales ventajas destacan:
gran resistencia al desgaste
mayor dureza superficial
excelente protección contra la corrosión
buena estabilidad dimensional
mayor vida útil de los componentes
Por este motivo, el anodizado duro de aluminio es muy habitual en piezas sometidas a condiciones de trabajo exigentes.
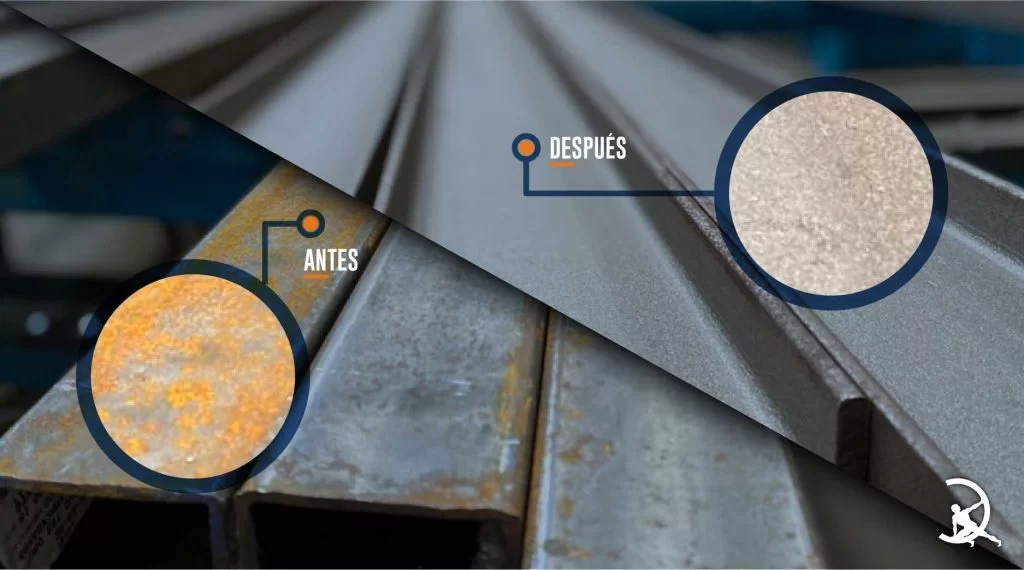
Preparación de las piezas antes del anodizado
Para obtener un resultado óptimo, las piezas deben someterse previamente a procesos de limpieza y preparación superficial.
Antes del anodizado duro es habitual realizar tratamientos como:
desengrase industrial
limpieza química del aluminio
eliminación de óxidos superficiales
Puedes conocer más sobre este proceso en nuestro artículo sobre laseado de aluminio para eliminación de óxidos antes del anodizado, donde explicamos cómo se preparan las superficies para tratamientos posteriores.
Servicio profesional de anodizado duro para piezas mecanizadas
Cuando se trabaja con piezas mecanizadas de precisión, el control del espesor del anodizado duro y de las tolerancias del anodizado en aluminio es fundamental.
Un proceso de anodizado correctamente controlado permite:
garantizar la repetibilidad en producción
mantener las tolerancias dimensionales necesarias
mejorar el rendimiento de los componentes industriales
Contar con especialistas en anodizado duro tipo III asegura que las piezas obtengan el espesor adecuado y las propiedades técnicas necesarias para cada aplicación.